The LAMBIOTTE technology, in comparison with other methods, has several important advantages:
-
Continuous and fully automated process;
-
High labour efficiency;
-
Maximum yield of charcoal;
-
Homogeneous and controlled quality;
-
Possibility of additional energy using or by-products of wood.
The SIFIC/CISR retorts produce 2,000 to 6,000 tons of charcoal a year, depending on their dimensions. They are very easy to operate.
They can process the wood of any quality and type.The surplus pyroligneous vapours energy using has significant energy potential.
LAMBIOTTE technology completely avoids main disadvantages of traditional technologies and allows producing high quality charcoal with
lowest possible environmental impact.
INTRODUCTION TO THE METHOD OF LAMBIOTTE PYROLYSIS
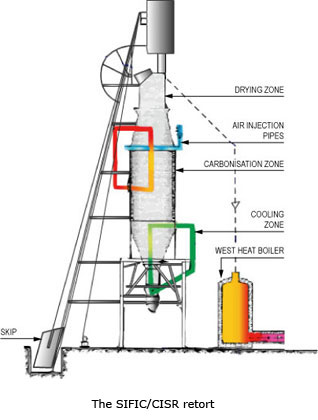
A distinctive feature of the LAMBIOTTE technology is that the heat needed for running pyrolysis process is generated inside the retort
through combustion of pyrolytic vapours mixed with atmospheric oxygen. Ambient air is fed into the reaction zone in amounts that guarantee
the absence of free oxygen in the products of incomplete combustion thus avoiding heterogeneous eactions. As a result, the gas-vapour
phase in the internal chamber processes of the LAMBIOTTE technology is effectively used as the heat-transfer-material for carbonization
zone baking and drying of the wood then to be loaded again, and after passing the gas-liquid scrubber – for cooling of the charcoal
before its discharge.
The temperature regime in the SIFIC/CISR retort is constantly controlled in six zones, which are the most important, with the help of the
Ni-Cr thermocouples. The temperature in the carbonization zone is determinative, the temperature in the reaction zone, where the
controlled process of mixing with the air and burning-out of the part of vaporous and gaseous products of pyrolysis is done, is the
predetermined temperature. The level of the predetermined temperature is set by the amount of air incoming into the reaction zone,
which automatically is regulated by the valves built into the system of airstream atomisers supplied with the servodrives. The vaporous
and gaseous products of pyrolysis are supplied to the reaction zone by the circulating ventilator. The latter generates the internal
chamber flow which heats the whole zone of carbonization to the necessary level of the temperature.
The degree of completeness of the wood carbonization process is determined automatically in the retort. The gamma-ray detector registers
the level of the shrinkage of the solid phase inside the retort. When the shrinkage reaches the control level, a signal is generated to
load the next wood portion into the retort. The access of the raw materials to the retort is provided by the automatic opening of the seal
in the retort’s head. The amount of the wood incoming again is proportioned by the weigh station loading of the furnace hoisting machine.
The consequent movement of the solid phase in the retort, until the unloading, is specified by the program and is carried out quickly
with the help of the horizontal drift, in the bottom-most portion of the metering device, as well as the damper valve and the finished
unloading gate. All the above mentioned executive elements are activated by the hydraulic actuators closed in a united hydraulic system.
The horizontal damper valve and the gate, in addition, perform the function of shutters preventing from the air penetration into the
internal cavity of the retort.
The balancing of the condition of the gas-vapour phase inside the retort with the environmental parameters is done with the help of the
damper valve installed in the drawdown tube and activated by the servodrive. The monitoring signal is generated on the basis of the rates
of the pressure sensor. The deviation of the pressure inside the retort to one or another side from the equilibrium value entails the
change of the position of the damper valve and, in the result, the returning of the system to the initial equilibrium position.
The cooling water of the gas-cooling curcuit is recycled and the surplus pyroligneous vapours are burnt in a flare-stack to ensure the
protection of the environment. These vapours can also be reclaimed to feed a boiler.
Using this method charcoal is cooled in the furnace bottom part for distillation of wood by the “cold” gas and it is unloaded at the
environmental air temperature. This coal has an exclusive quality, completely clean and very homogenous with a very high carbon
percentage.
The LAMBIOTTE process is distinguished by the fact that only the pyroligneous vapours are burnt, exclusive of the wood and the charcoal.
This gives a yield by more then 2 times higher than with traditional processes.
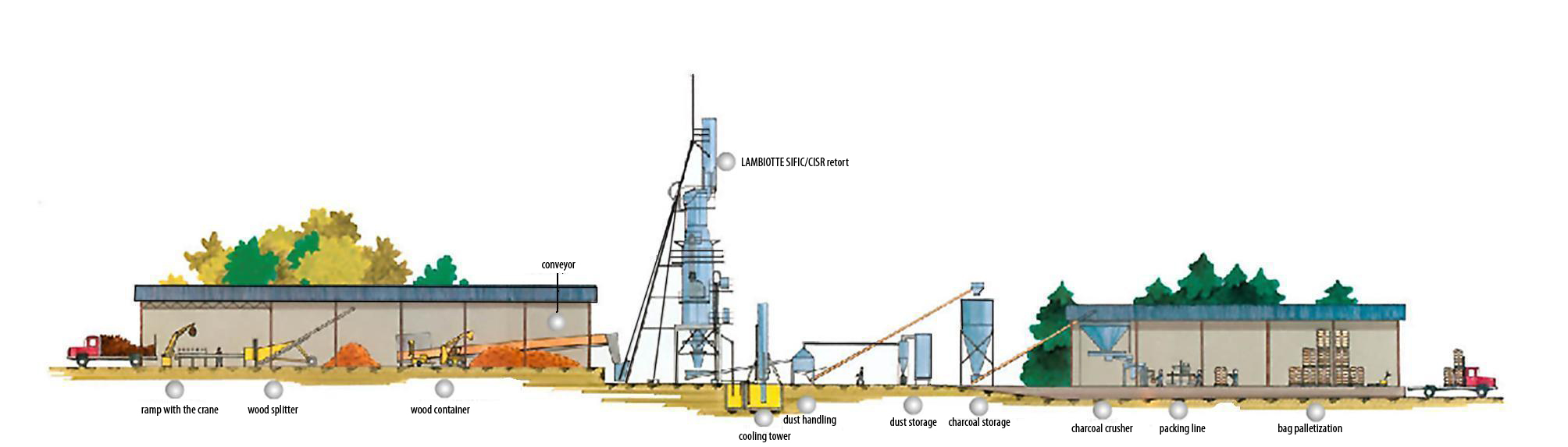
Production process
A. Wood preparation
1. Wood arrival – Chain conveyor and hydraulic tongs.
2. Wood cutting – Hydraulic guillotine.
3. Wood splitting – Hydraulic splitter.
4. Wood piling – Forklift truck.
B. Automatic Carbonization
5. Feeding of cut wood – Belt conveyor and skip.
6. Wood carbonization – CISR carbonization retort.
7. Air protection – pyroligneous vapour combustion chamber.
8. Water protection – Recycling and cooling cycle.
C. Charcoal conditioning
9. Charcoal dedusting – fine charcoal cyclone.
10. Charcoal storage – elevator.
11. Charcoal screening – crusher.
12. Charcoal packing – weighing, packing line.
13. Bag palletization.
14. Storage of bags – pallet cart.
15. Dispatch of charcoal – trucks.
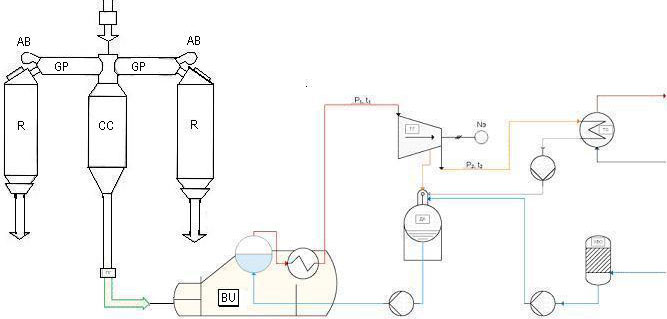
TECHNOLOGY OF ELECTRICITY GENERATION
On the basis of the CISR 2000 retort the “Balt Carbon” company has developed the engineering solution of the idea of simultaneous
power generation.
The essence of the process is that in order to prevent intensive condensate formation and the subsequent unavoidable coking of the main
traffic arteries, the low-temperature gas-vapour is diverted from the retorts (R) and delivered to the combustion chamber (CC) through
the gas pipes (GP), which are equipped with auxiliary burners (AB). Thus the two-degree scheme of the gas-vapour burning is executed,
which solves the problems of transportation and excludes the necessity of supplying the boiler-utiliser (BU) with the prechamber. The
high-temperature combustion materials (CM) arrive to the entrance (BU), the heat content of which, by simultaneous activation of two
retorts, is sufficient as to qualify as industrial scales of utilization.
The basic circuit of the bioenergetics complex:
The data about the consumption V, the lowest combustion heat Q and the energetic potentials q of the single retort are summarised in
the diagram, depending on the initial dampness of wood W.
|
1
|
15
|
1619
|
599
|
0.96
|
0.94
|
1.09
|
|
2
|
20
|
1439
|
721
|
1.007
|
1.17
|
|
3
|
25
|
1259
|
844
|
1.03
|
1.20
|
|
4
|
30
|
1079
|
966
|
1.011
|
1.18
|
|
5
|
40
|
719
|
1211
|
0.84
|
0.98
|
This implies that in the case of the simultaneous use of two retorts, the energetic potential can reach up to Σq = 2.4 MW. The calculation
of the energetic contribution from the auxiliary burners governs the importance of the value under consideration to Σq = 2.6 MW.
The stability of the parameters is achieved through the automatic coordination of the cycles of wood carbonization in both retorts. The
packing arrangement of the bioenergetics complex according to the traditional circuit using the turbogenerator guarantees, with the
value Σq cited below, opportunity means of simultaneous production of electric power and thermal energy in the volumes of 0.25 MW per
hour and 1.75 MW per hour, respectively.
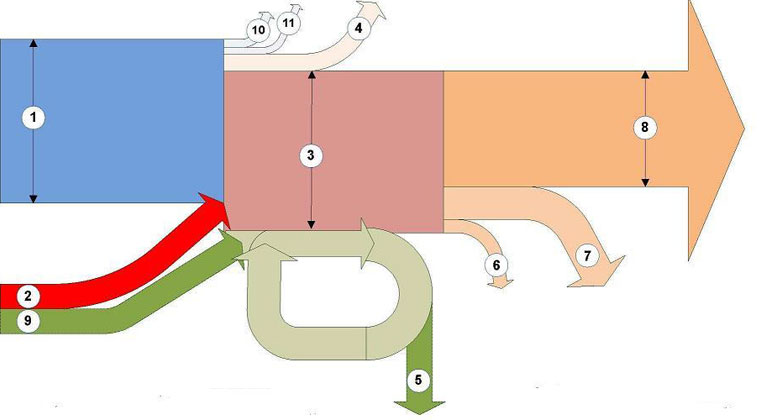
Diagram of the existing flows of energy:
|
1 – Available heat of pyrolised gas
|
7 – Electric power
|
|
2 - Available heat of additional fuel
|
8 – Thermal energy for consumers
|
|
3 – Useful heat of steam generating unit
|
9 – Consumption of additional fuel for compensation of heat loss of steam turbine
|
|
4 – Heat loss of steam generating unit
|
10 – Heat loss of combustion chamber
|
|
5 – Heat loss of steam turbine
|
11 – Heat loss of boiler room
|
|
6 – Loss in the electric generator
|
|